



 扫一扫
扫一扫
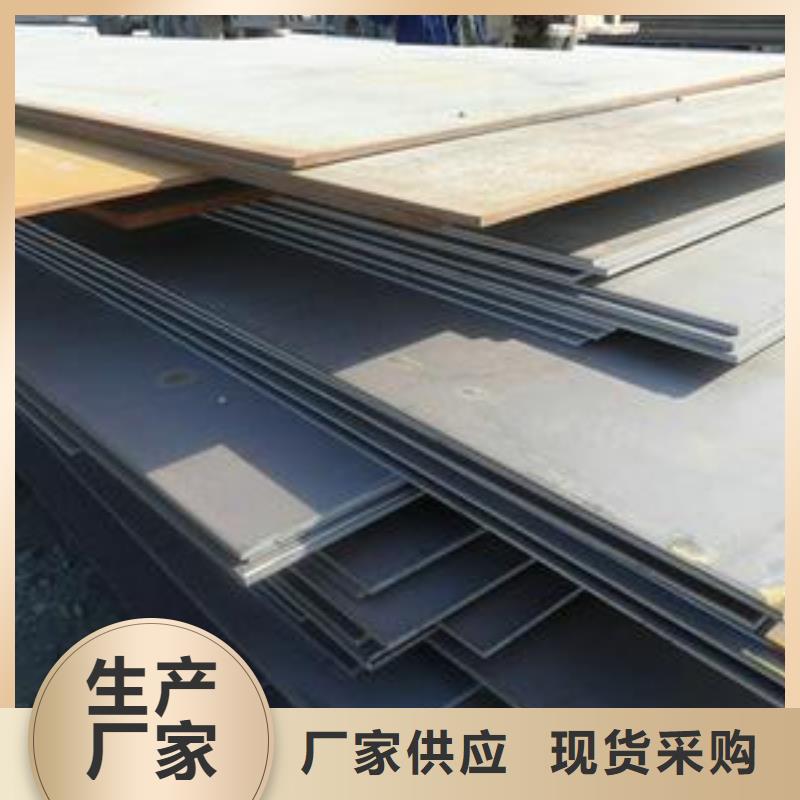
用于生产各种冷轧产品,包括CR, GI, 彩涂板等。
6、钢管用钢板
具有良好的加工性能和耐压强度,用于生产内容积500L 以下充填LPG、乙炔气及各种气体的高压气体压力容器。
7、高压容器用钢板
具有良好的加工性能和耐压强度,用于生产内容积500L 以下充填LPG、乙炔气及各种气体的高压气体压力容器。
8、不锈钢板
不锈钢具有良好的耐腐蚀性能,主要用于食品工业、外科手术器材、航天、石油、化工等行业。
,延展性能好。
冷轧板硬度高,加工相对困难些,但是不易变形,强度较高。
热轧板强度相对较低,表面质量差点(有氧化\光洁度低),但塑性好,一般为中厚板,冷轧板:强度高\硬度高,表面光洁度高,一般为薄板,可以作为冲压用板.
热轧钢板,机械性能远不及冷加工,也次于锻造加工,但有较好的韧性和延展性
冷轧钢板由于有一定程度的加工硬化,韧性低,但能达到较好的屈强比,用来冷弯弹簧片等零件,同时由于屈服点较靠近抗拉强度,所以使用过程中对危险没有预见性,在载荷超过许用载荷时容易发生事故


气割前去除钢材表面的污垢,油脂,并在下面留出一定的空间,以利于熔渣的吹出。气割时,割炬的移动应保持匀速,割件表面距离焰心 以2~5mm为宜,距离太近会使切口边沿熔化,太远热量不足,易使切割中断。
在进行厚板切割时,预热火焰要大,气割气流长度超出工件厚度的1/3。割嘴与工件表面约成10°~20°倾角,使零件边缘均匀受热。
为了防止气割变形,操作过程中应注意以下几个方面:
在钢板上切割不同尺寸的工件时,应先切割小件,后割大件;
窄长条形板的切割,长度两端留出50mm不割,待割完长边后在割断,或者采用多割炬的对称切割的方法。
直条切割时应注意各个切割割嘴的火焰强弱应一致,否则易产生旁弯。
热切割质量控制
切割过程中,应随时注意观察影响切割质量的因素,保证切割的连续性。
工艺参数对气割的质量影响很大,常见的气割断面缺陷与工艺参数的关系如下所示:



缺陷类型产生原因图示说明
切割面粗糙 a、切割氧压力过高
b、割嘴选用不当
c、切割速度太快
d、预热火焰能量过大
切割面缺口 a、切割过程中断,重新起割衔接不好
b、钢板表面有厚的氧化皮、铁锈等
c、切割机行走不平稳
切割面内凹 a、切割氧压力过高
b、切割速度过快
切割面倾斜 a、割炬与板面不垂直
b、风线歪斜
c、切割氧压力低或嘴号偏小
切割面上缘呈珠链状 a、钢板表面有氧化皮、铁锈
b、割嘴到钢板的距离太小,火焰太强
切割面上缘熔化 a、预热火焰太强
b、切割速度太慢
c、割嘴离板件太近
切割面下缘粘渣 a、切割速度太快或太慢
b、割嘴号太小
c、切割氧压力太低
5.热切割件检验指标:
5.1气割完毕后,应对钢材切割面进行检查,其切割面应无裂纹、夹渣和大于1mm的缺棱,检查方式为外观检查。





阔恒兴旺贸易有限公司长年专业从事生产、销售 益阳热镀锌圆钢。专业性强、产品齐全、给客户提供合理的价格、优质的产品,真诚的服务理念、完善的服务体系。公司一贯坚持“质量di yi,用户至上,优质服务,信守合同”的宗旨,凭借着高质量的产品,良好的信誉,优质的服务,以质量为保证、产品畅销全国。竭诚与国内外商家双赢合作!我们用激情与毅力打造品牌,用良心与责任坚守质量,用勤奋与智慧开拓创新,用拼搏与汗水续写辉煌………诚为业之基,信为商之魂!
技术支持:tywgg.com